2015-12-21 | 发布者: | 栏目:双端面磨床问题
精密内圆磨床装配四大绝招!
【背景】 :
随着现阶段我国汽车购置税减半的政策调整,对我国汽车工业的发展无疑是有效的刺激及拉动。人们对汽车零部件加工的现代化装备技术要求越来越高,其中数控内圆磨床技术得到了较好的发展,推动汽车零部件加工装备的自动化与精密化发展,而内圆磨床的装配与调整技术直接影响加工汽车零部件的内孔的尺寸公差、形位公差的稳定性。在此小编特总结精密内圆磨床装配的技巧分享给各路大神!
查找原因:
一般是由于薄膜卡盘的张开量小导致的。
原因:滚珠丝杠的支座在装配过程中轴承间隙过大或者过小,导致滚珠在工作中不能完全与槽内位置相符,而导致运行中出现啸叫声。
解决方法:
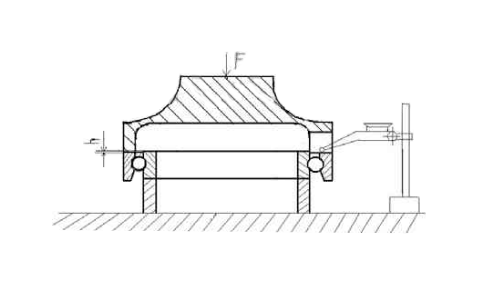
(1)轴承内圈放置在圆座上,在轴承外圈上放置加了重锤的套筒,然后测量轴承内外圈的高度差(h),而重物F的大小一般有轴承规格决定。
(2)双手向下搬住山轴承的内环端面,双手食指网上用力台住下轴承的内环端面,使该对轴承形成预加负荷。
原因:
在内圆磨床装配和调试的过程中磨削后的尺寸分散、圆度、表面粗糙度超差现象比较常见,首先尺寸分散超差一般发生在零件磨削完成以后,造成这种问题的原因可能是冷却不充分或者进给不准确等原因导致。
解决方法:
一般采用千分表检查滚柱丝杠进给量以及重复定位精度、冷却情况等是否正常。
 一、部件之间卡死或者间隙问题
一、部件之间卡死或者间隙问题
首先检查滚柱的直径是否存在超偏差的现象,查找滚柱出现晃动的原因。
(1)如果各个滚柱之间的直径大小不相同或者相差较大,在运行过程中会存在导轨内手里不均匀,知识内圆磨床工作台在运行中出现相互碰撞的响声。
(2)可能是滚柱的预紧力没有达到一定的标准,这种情况一般出现在扭曲度、直线度超差,并伴随滚柱相互撞击的响声。
解决方法:
将滚柱推到工作台一端的尽头,使各个滚珠之间没有间隙,处于紧密的状态下,滚柱在那一段就对那一端的工作面进行预紧处理。
 二、装夹困难问题
二、装夹困难问题
查找原因:
(1)薄膜变形容易导致薄膜变形张开小,薄膜的变形量一般在0.5mm左右。
(2)夹具后形成积屑瘤,从而导致工作台上顶杆和活塞的移动,容易造成卡盘张开现象。
解决方法:
对夹具进行清洁工作,然后调整冷却、清洗液进入攻坚的位置,要首先确定清洗液自身的干净程度,使夹具内的微小颗粒清除干净。
 三、重复定位精度不准确
三、重复定位精度不准确
 四、磨削后的尺寸分散、圆度、表面粗糙度超差
四、磨削后的尺寸分散、圆度、表面粗糙度超差
咨询18240314635

