2015-10-21 | 发布者: | 栏目:双端面磨床问题
双端面磨床技术条件
一、范围
本标准规定了双端面磨床制造和验收的要求。
本标准适用于砂轮外径250-900mm的卧轴双端面磨床。
二、引用标准
下列标准所包含的调味,通过在本标准中引用而构成的条文,本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的个方应探讨使用下列标准新版本的可能性。
GB/T 1031--1995 表面粗糙度 参数及数值
GB/T 9061--1988 金属切削机床 通用技术条件
JB/T 9872--1999 金属切削机床 机械加工通用技术条件
JB/T 9874--1999 金属切削机床 装配通用技术条件
JB/T 9877--1999 金属切削机床 光洁度的测定
JB/T 9815--1999 立轴双端面磨床 精度检验
JB/T 9816--1999 卧轴双端面磨床 精度检验
JB/T 10051--1999 金属切削机床 液压系统通用技术条件
三、一般要求
按本标准验收机床时,同时对GB/T 9061、 JB/T 9872、JB/T 9874等标准中未经本标准具体化的其余验收项目进行检验。
四、附件和工具
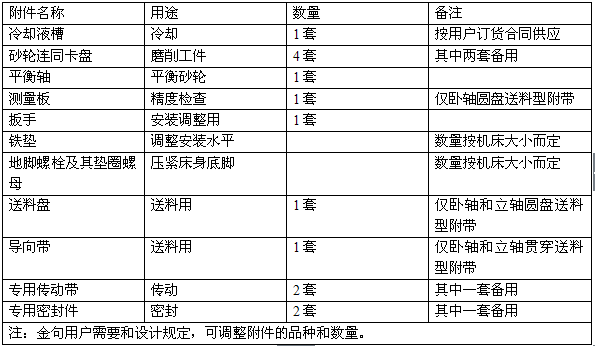
1.随机供应表1所列附件和工具
2.按协议可供应表2所列特殊附件。
五、加工和装配质量
1.下列重要铸件要在粗加工后进行时效处理
A.床身;
B、磨头体壳(包括上盖);
C、送料箱体壳;
D、托板。
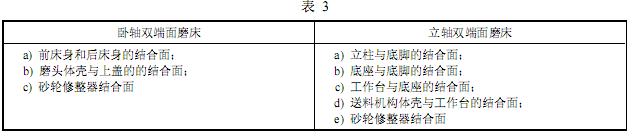
2.表3所列结合面按“重要固定结合面”的要求考核。
3.进给手轮曹总力按“不经常用的”手轮的要求考核。
4.进给手轮的反向空程量不超过1/10r。
5.磨头主电机应连同带轮进行动平衡并校正,其余剩下不平衡量引起整栋的双振幅值不得大于8μm。
6.按JB/T 9877的规定检验清洁度。其中磨头部件主轴轴承(滚动轴承)的清洁度,用目测手法检查不应有杂质和污物。
七、机床空运转实验
1.机床的温升实验
机床空运转时间不少于4h,达到稳定温度后在磨头体轴承外壳处测量,其温度不应超过55℃,温升不应超过25℃。油箱中测量油液的温度及温升应符合JB/T 10051的规定。
2.机动进给精度检验
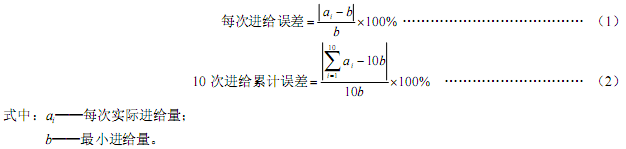
2.1以进给量检验机动进给,每次进给误差不得高于100%;连续10次进给累计误差不得高于最小进给量得200%。
2.2检验方法
固定指示器,使用侧头及砂轮盘(或砂轮),并使侧头轴线与砂轮进给方向基本平行,以最小进给量进给砂轮盘(或者砂轮),连续10次。误差按式(1)和(2)计算:
3.磨头动作检验
磨头液压传动灵活可靠。
七、机床负荷试验
本系列机床不做主电动机额定功率磨削实验。
本系列机床仅作设计规定的负荷试验。实验时采用JB/T 9915-1999或JB/T 9916---1999中工作精度规定的试件,按设计规定的磨削量和送料速度进行实验,机床应工作正常。
八、机床精度检验
1.精度检验按JB/T 9915 或 JB/T 9916进行。
2.工作精度检验试件表面粗糙度Ra允许值应符合表4的规定。表面粗糙度及其数值的评定方法应负荷GB/T1031的规定。


咨询18240314635

